Спецификације и методе уградње профилних цеви

Савремени грађевински материјал је профилна цев коју нуди металуршка индустрија. Производња тракастих цеви почела је средином прошлог века, али је тек сада употреба таквог материјала постала релевантна у грађевинским радовима.


Феатурес
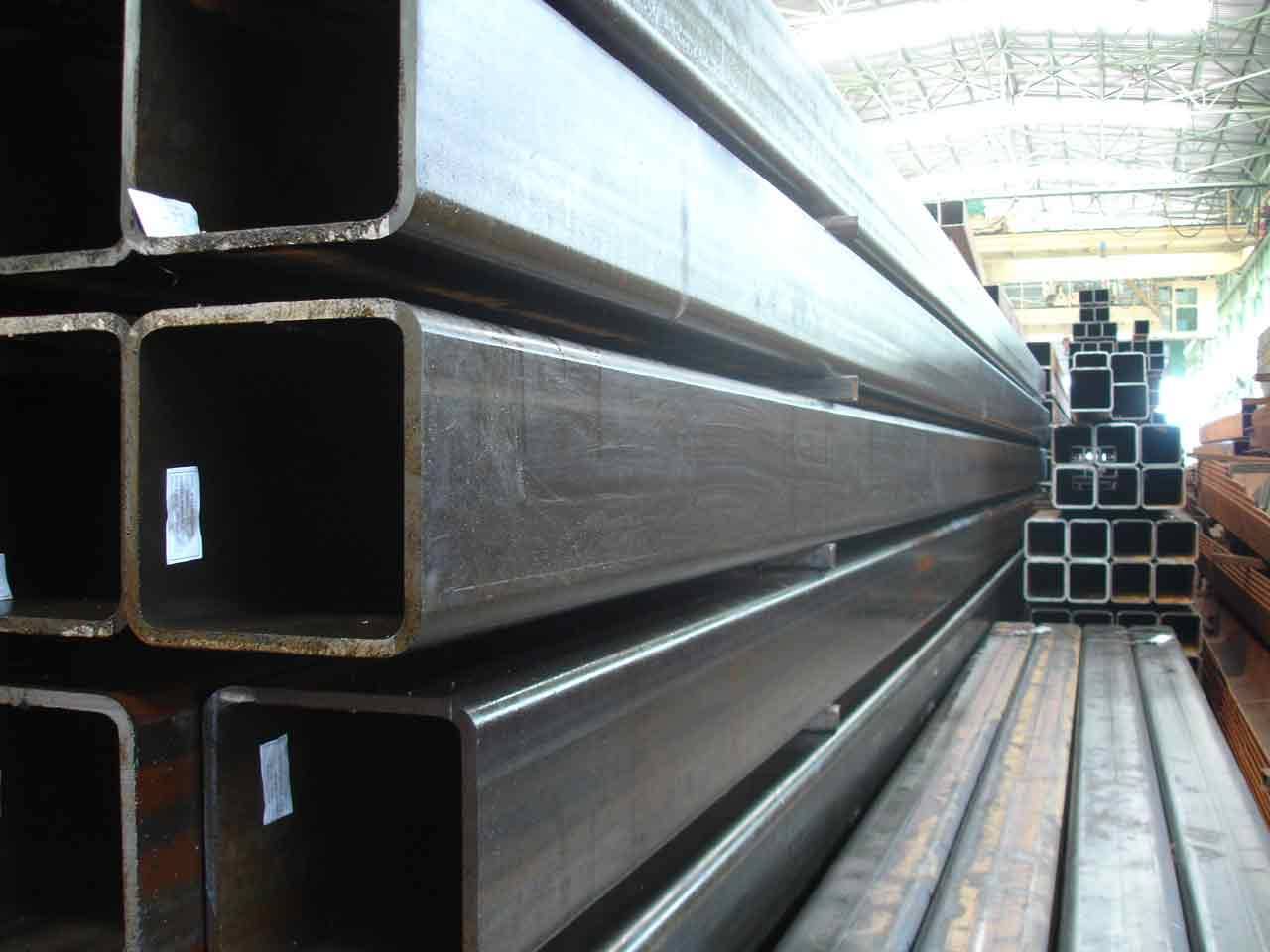
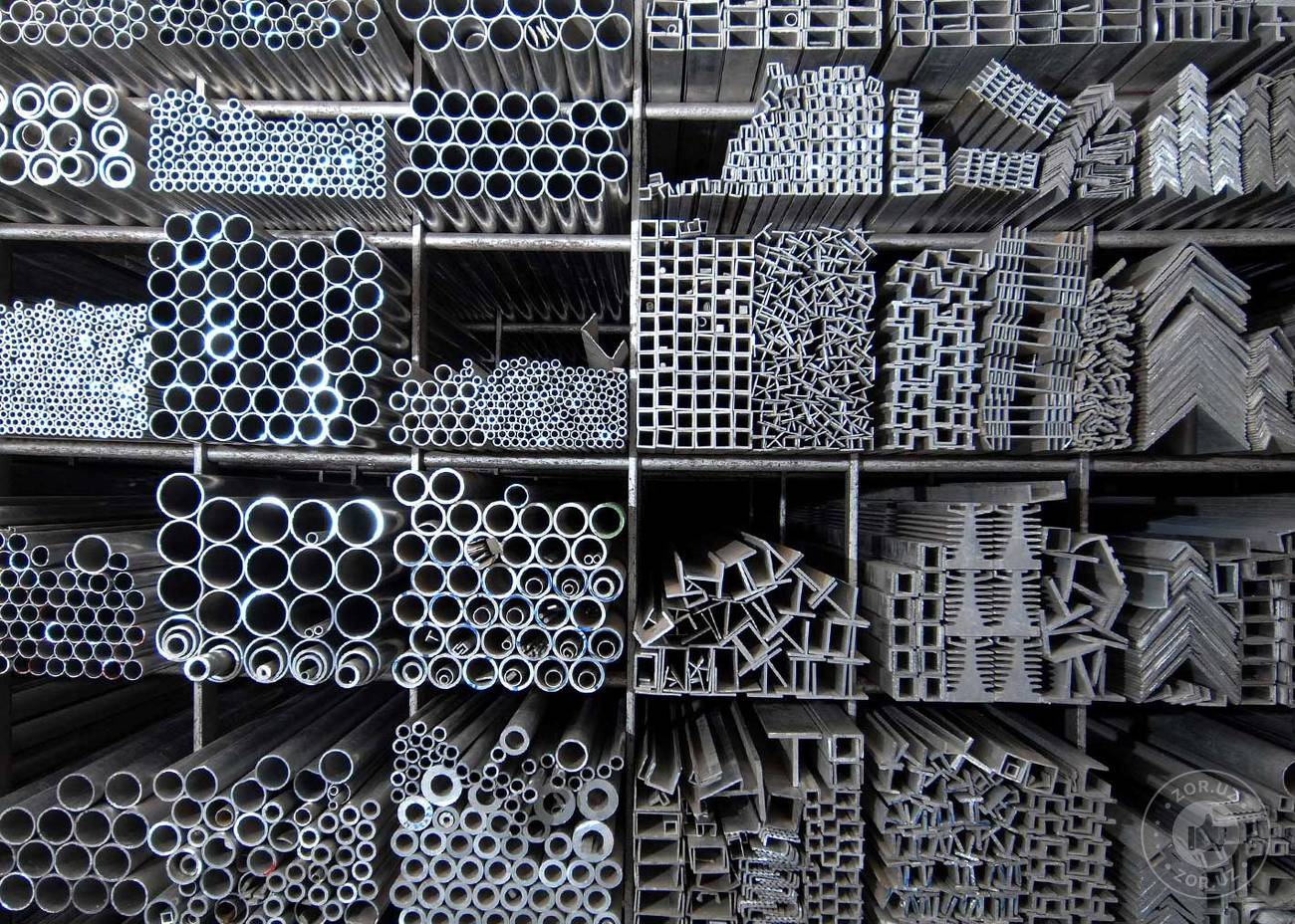
Празне цијеви типа штап могу имати различите дијелове, на примјер, квадратне и чак овалне. Израђени су од разних материјала.
То може бити:
- нерђајући челик;
- угљенични челик;
- нисколегирани челик;
- пластика.
Што се тиче процеса израде таквих цеви, он се састоји од промене округлих делова до жељеног облика: квадратног, овалног или правоугаоног. У производњи се користи трака, која је врста металне гредице, или материјал који ће се касније користити за производњу. И тако цеви већ у готовом облику уз помоћ специјализоване опреме добија потребан профил.
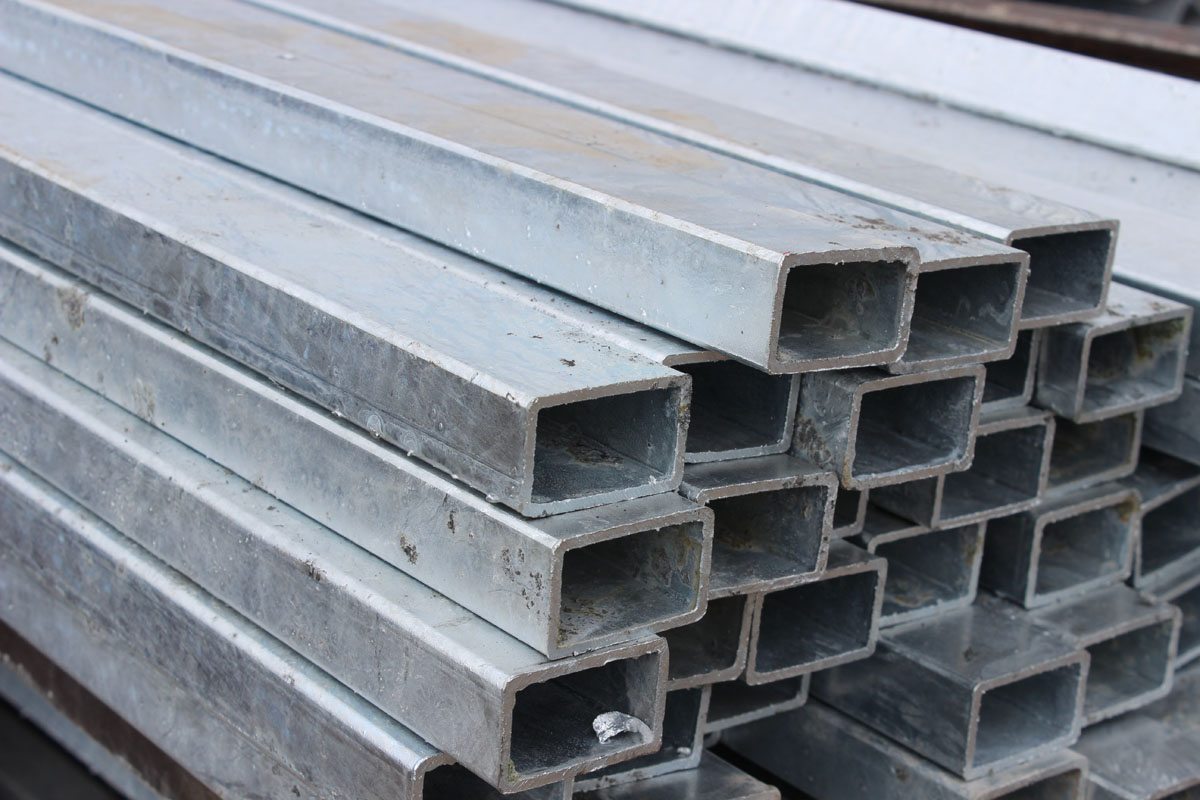

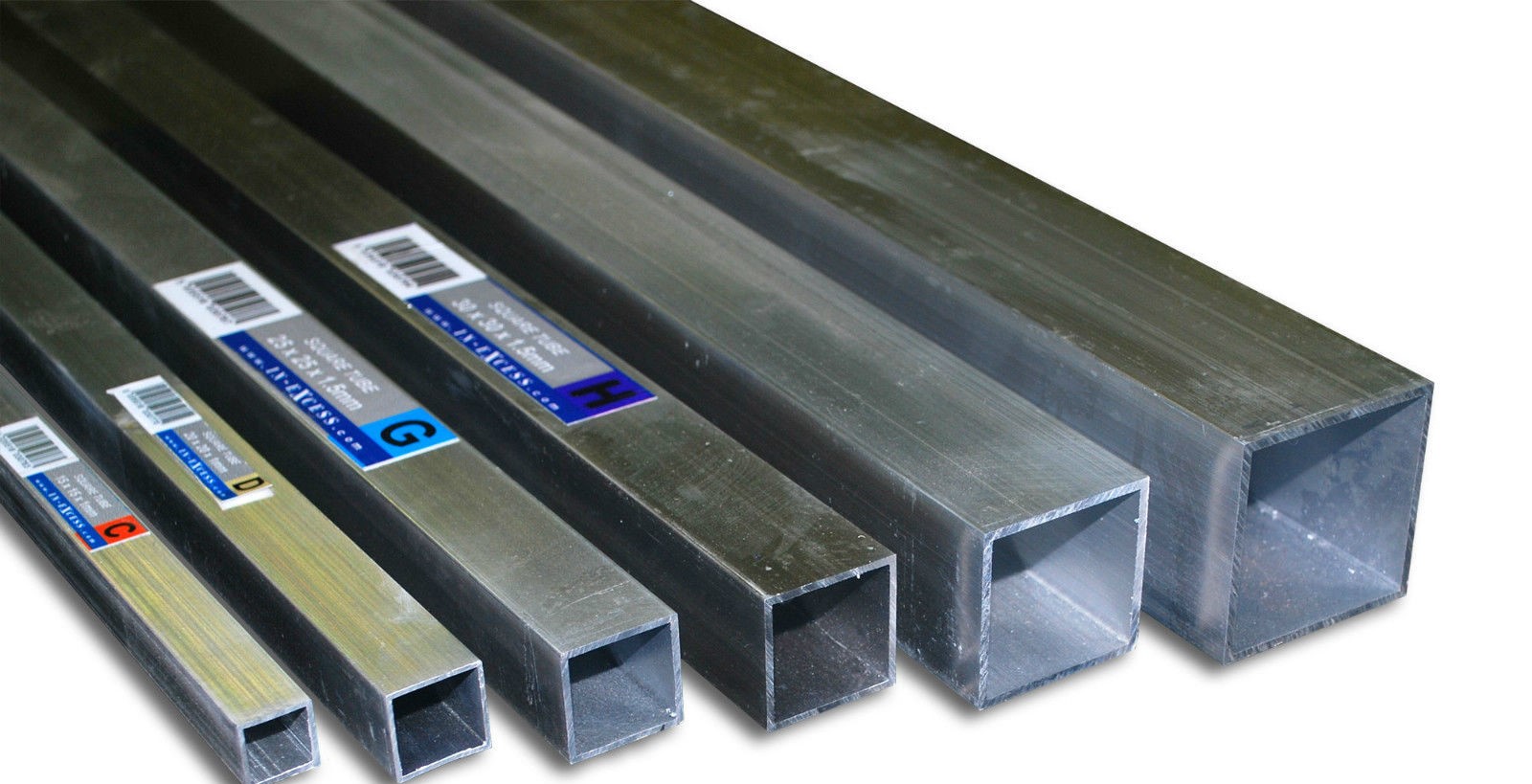
Профилисана цев може бити алуминијумска, метална, поцинкована. Поред тога, разликује се по изгледу - може бити споља квадратан, правоугаони, укључујући дебелостене и танкозидан. Приказ профила има разнолик одељак. Минимална секција профилне цеви је 1к1 цм, али максимална величина секције може да достигне 50к40 цм, а што се тиче дебљине овог производа, она може бити од 1 мм до 2,2 цм. дистрибуира га сегменту. Тежина таквог производа је мала због чињенице да је цев у средини празна. Тако је произведени дизајн знатно лакши.

Користе се профилисане цеви:
- да организује оквир за будућу изградњу;
- за уређење платформи и великих стадиона;
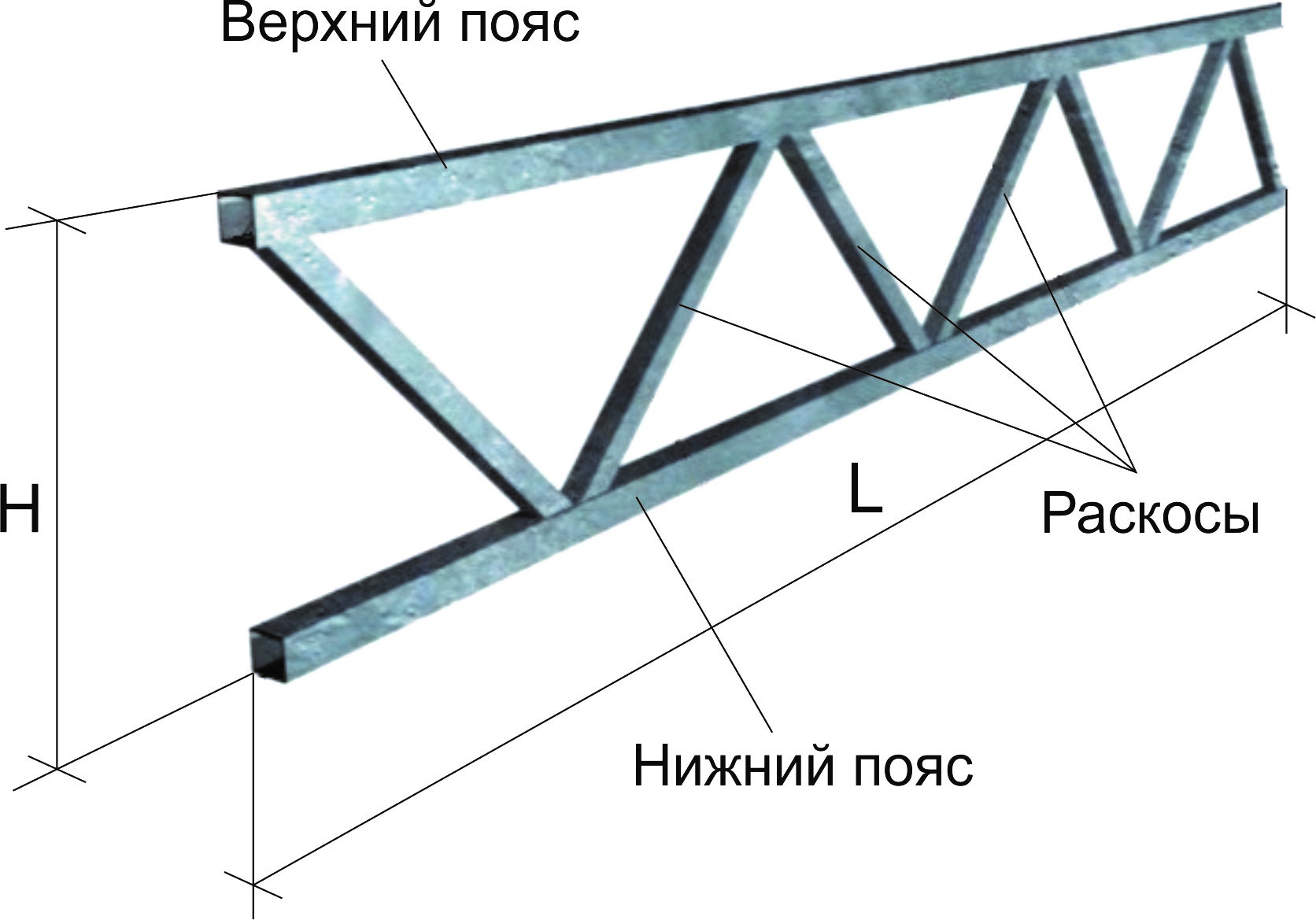
- за изградњу и реконструкцију лукова и мостова;
- за изградњу распона на фармама;
- као основу билборда;
- за изградњу мансарди или зграда ниског типа;
- за изградњу преграда или просторија за индустријску употребу.



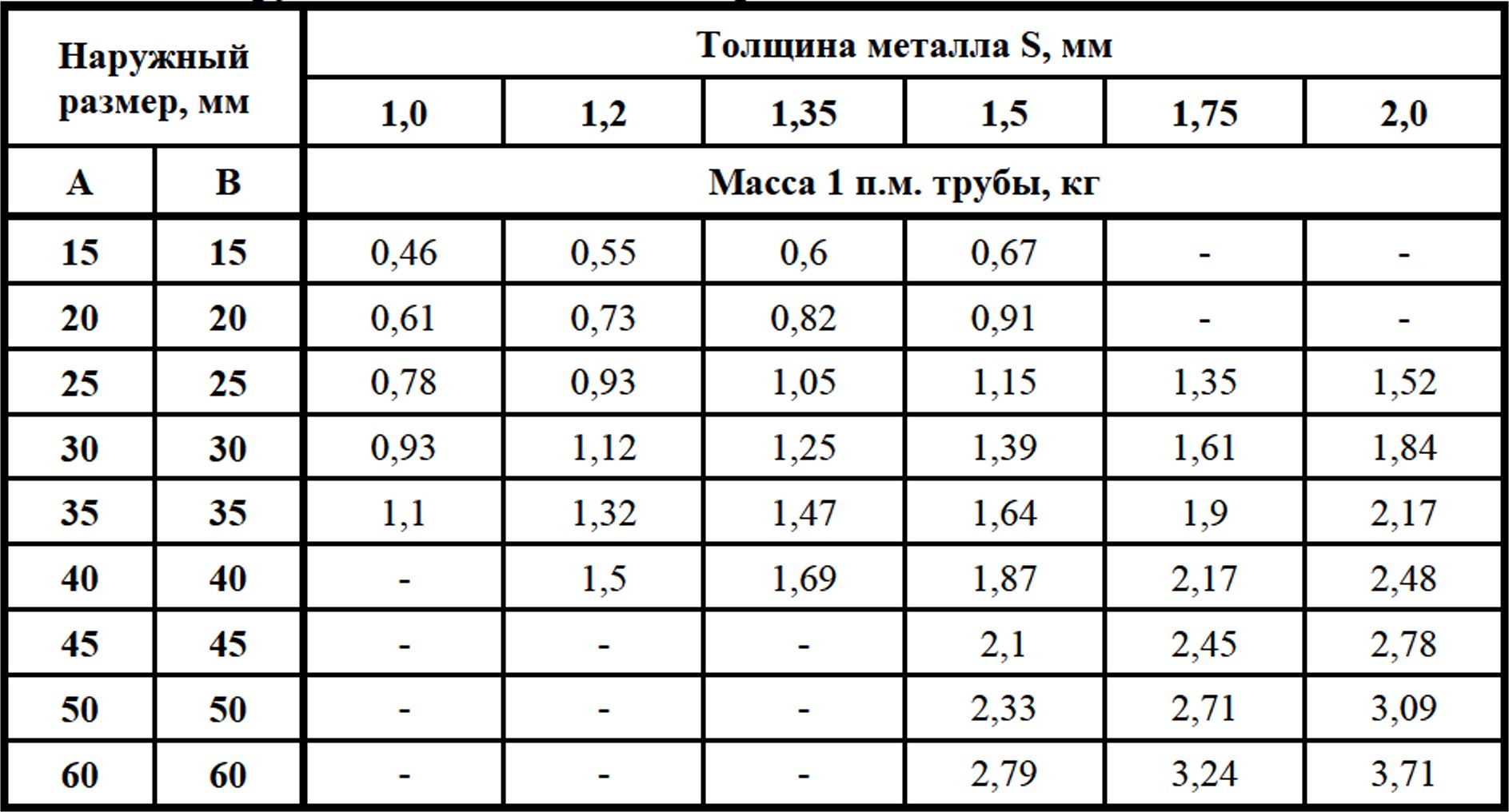
Веома је важно у раду масе материјала. Да бисте разумели колико је цев тешка и да ли је погодна за потребан рад, помоћи ће вам стол који произвођач причвршћује за сваку марку цеви. На основу њених података, моћи ћете да утврдите да ли ће моћи да се савија код куће. Треба напоменути да је овај материјал основан у неким грађевинским радовима иу грађевинама. Може се користити за организовање оквира преклапања складишне зграде. Тако добити поуздан и прилично приступачан дизајн.
Ако су скеле конструисане од профилних цеви, онда се лако може доћи до фасаде било које зграде ради поправки или радова на облагању.


Због чињенице да се цијеви овог типа лако могу спојити у кратком времену, њиховим кориштењем можете уградити торањску дизалицу и нећете морати користити тешку механизацију.
Што се тиче карактеристика овог материјала, међу њима су:
- употреба ових цеви је економична опција, јер изградња великих зграда захтева мало материјала;
- брзина инсталације и њена лакоћа су значајна предност, што вам омогућава да изградите гломазну зграду у кратком времену;
- код израде цијеви профилног типа примјењују се антикорозивни третман, који је у потпуности погодан за санитарне и хигијенске стандарде;
- Друга карактеристика профила профилне цеви је да се замени једна целокупна конструкција, јер у таквим радовима нема потребе да се она демонтира на оштећени део, па је довољно уклонити стару цев и инсталирати нову на истом месту.



- лакоћа транспорта је оправдана чињеницом да су цијеви квадратног или правокутног облика и на тај начин сигурно причвршћене у једном положају;
- такве цеви су отпорне на велика оптерећења и на савијање;
- њихова употреба омогућава пројектовање конструкција било које врсте сложености.



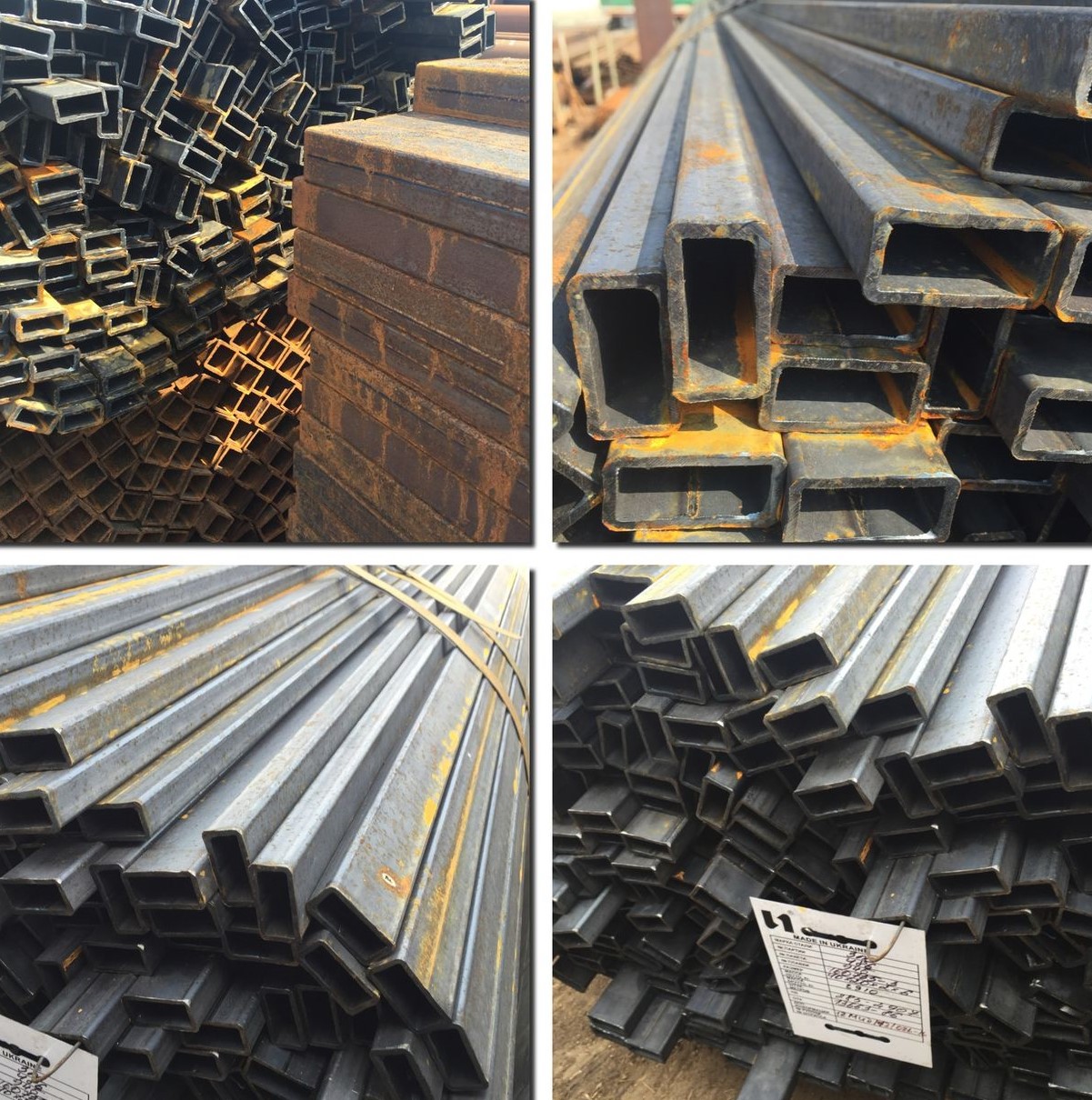
Због чињенице да цеви профила типа имају такве карактеристике које знатно премашују опције са кружним попречним пресјеком, стекле су популарност и постале релевантне за употребу у различите сврхе. Међутим, многи сматрају као недостатак високу цену таквог производа и низак ниво отпорности на корозију.
Врсте
Теже је направити профтруби, него опције са округлим дијелом. Процес производње у овом случају одвија се у неколико фаза. У првој фази, постројење купује полупроизвод, односно металне траке дебљине која ће бити дебљина зидова готове профилне цијеви. Затим, трака се одмотава, производи уздужно сечење, равнање, одсецање крајева трака, обављање заваривачких радова и постављање на опрему за складиштење. На овој опреми израђује се цев са округлим попречним пресеком, а затим се уграђује у машину за калупљење. Ова машина врши прелиминарно заваривање делова цеви и пушта у рад опрему која врши процесирање температуре и формира профилну секцију округле цеви.
Након завршетка производње, производ се провјерава у складу са ГОСТ стандардима. За такав тест се врши детекција дефеката, производ се визуелно прегледа и проверавају се димензије. У завршној фази, произведене цеви се секу на одређене комаде и пакују.
Производни процес се може разликовати, јер цеви могу бити бешавне, топло ваљане и хладно ваљане. Поред тога, чак и технологија за креирање материјала са профилом може бити различита.
Типови цеви:
- Сеамлесс хот. Ова опција има високу чврстоћу, отпорност на корозију.
- Профил хладно ваљани. Дизајниран да издржи велики и правилан притисак. Поред тога, такав производ има одличан показатељ густине.
- Заваривање профилним профилом. Овај тип има добар показатељ густине и дизајниран је за дуготрајан рад.
Ако говоримо о употреби таквих цеви, онда се оне које припадају стандардној сорти могу користити за вођење цевовода, извлачење кабловске опреме, стварање скела, као и као ограду за одређени део. Цеви трупа се користе за изградњу цевовода где су могући падови притиска. Постоје и врсте отпорне на топлоту које се користе у индустријској и прехрамбеној индустрији, као и специјалне цеви профила типа, које се користе у процесу израде делова за аутомобиле. Што се тиче цеви, које се користе у процесу изградње објеката, то су структурне варијанте профила. Уз њихову помоћ у изградњи потребно је користити дизалице и другу тешку опрему за изградњу небодера.



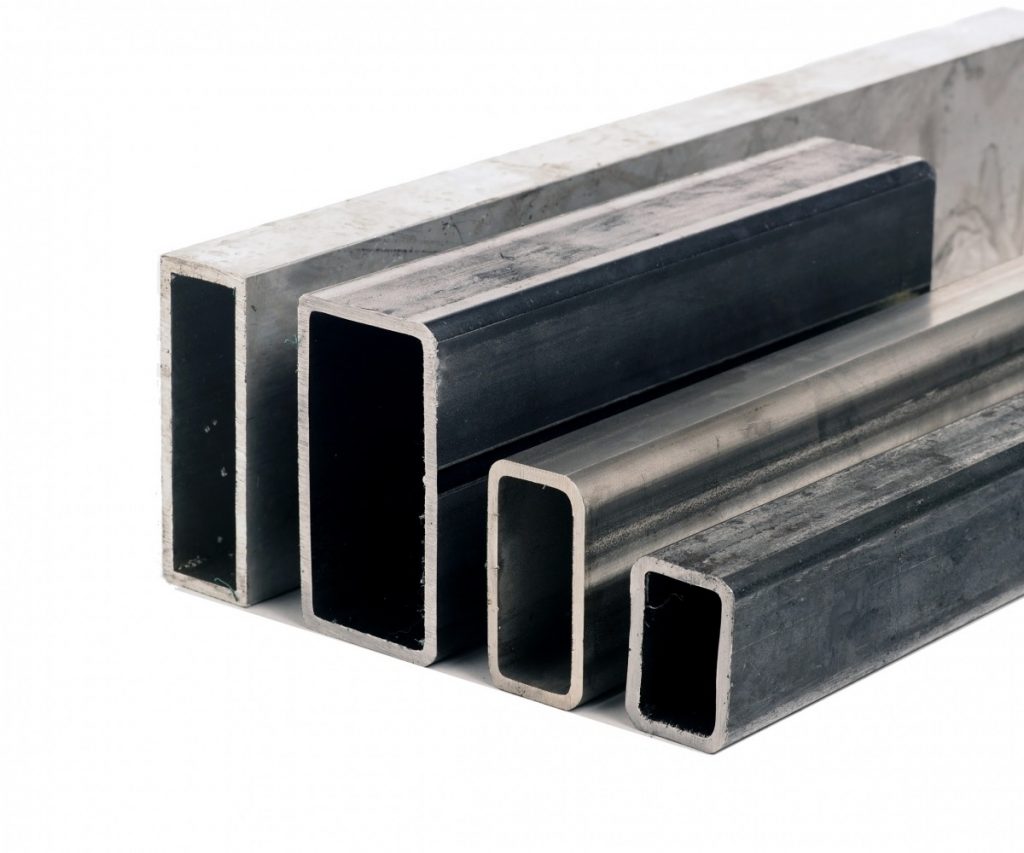
Одвојено, треба узети у обзир облик цијеви. Израђују се у овалном, правоугаоном, квадратном и равном дијелу. Осим тога, они се разликују по материјалу. Може бити метал или пластика. Метал је најтраженији материјал, јер је дуготрајан. Што се тиче пластике, њена стабилност је мања, али је цена прихватљивија.
Фазе производње
Процес производње цеви састоји се од неколико фаза:
- обраду добијене траке;
- производња са округлим дијелом;
- промена из округлог у облик;
- обављање термичке обраде и резање до потребних димензија;
- контрола усклађености са ГОСТ-ом.

Материјал за израду профилне цеви се испоручује постројењу у облику металних ваљака. Ови ваљци се одмотавају и секу у машину за сечење. Након што се рола исече до жељене ширине, траке се заварују у једну дугу и намотавају на бубањ. То је неопходно да се глодалица не заустави. На тај начин избегавајте поремећаје у производњи.


После тога, гредица се доводи из бубња у машину за обликовање, која производи гредицу цеви кружног попречног пресека. У овој фази добија се цев која се не затвара шавом. У фази формирања празнине, метал се подвргава топлинској обради. Након обраде, обрадак се поставља на млин за заваривање, који заварује цијев. Сам заваривање се врши на рерни, тј. Коришћењем заштитног гаса или помоћу струје високе фреквенције. Што се тиче шава, може бити раван или спирални. Да би шава за заваривање била поуздана и издржљива, машина шири рубове шава. На овај начин добија се бурр - вишак капљица растопљеног метала се утискује у површину профилисане цеви, а додатно се уклања помоћу резача, а на крају ове фазе цев се хлади композицијом емулзије.
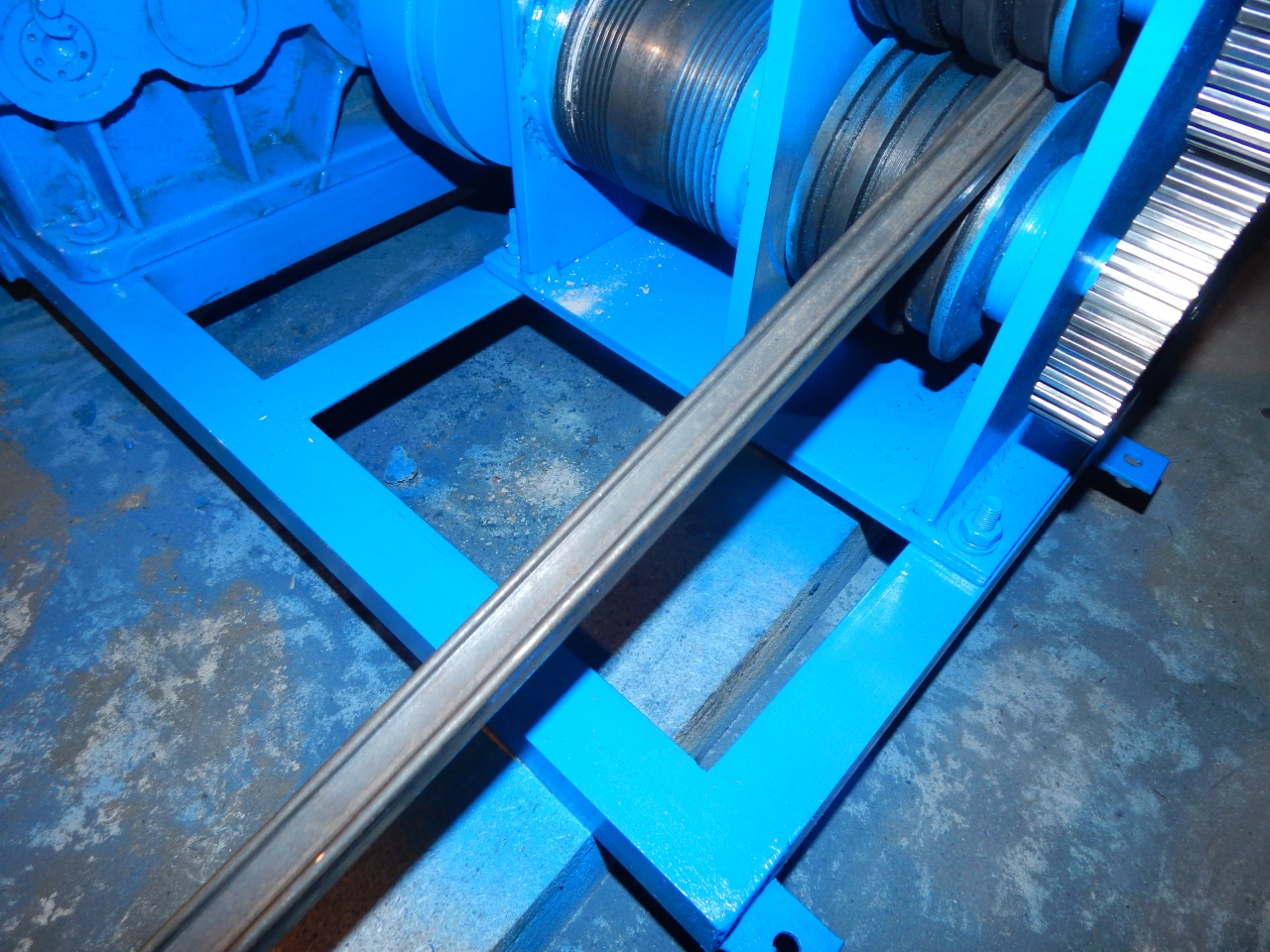

У следећој фази, потребан попречни пресек обликоване цеви се формира из кружног пресека цеви. Ова процедура се одвија у једној или у две различите верзије. Тако, на пример, ако постоји потреба да се направи цев са овалним или равним делом, онда за то треба извести радни комад кроз ваљке калибрационог типа. Они су дизајнирани да поравнају радни комад дуж цијеле дужине. Ако постоји потреба за квадратним, правоугаоним или било којим другим делом, онда се претходном кораку додаје још један корак - прескакање изратка кроз машину за профилисање. Он је већ у аутоматском режиму формира секцију која је успостављена на контролној јединици.
На крају производње, добијена цев се реже на сегменте исте дужине, спроводи се студија за усклађеност са стандардима и, ако се све уклапа, пакује се и шаље примаоцу.

Да би се цијев додатно заштитило, проводити хладно или вруће поцинчавање. Ако се врши вруће поцинчавање, за то се цев чисти и урања у купатило са врелим цинком, а ако се користи хладна метода, онда се наноси слој прашка или полимерне боје на површину производа.
Димензије
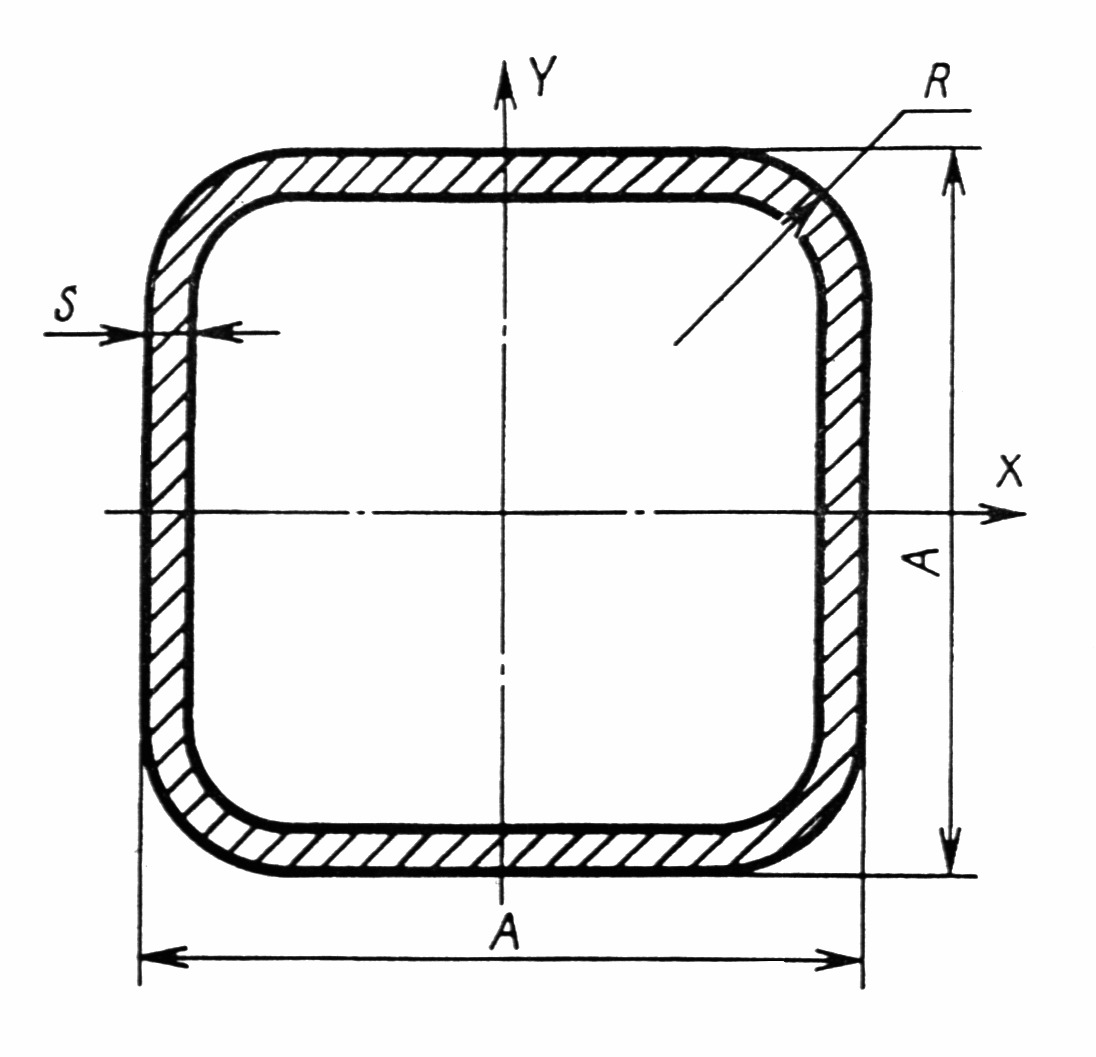
Према стандардима, димензије цеви различитих профила израчунавају се на основу сировина које се користе за њихову производњу. Такав метал има густину од 7,85 грама по квадратном центиметру. За цеви са профилним профилом, постоје одређени критеријуми који су наведени у ГОСТ 8645-68.
Захтеви за производе су следећи:
- вањски зид има дужину од 1,5 до 18 цм;
- вањска ширина може бити од 1 до 15 цм;
- дебљина зида такође може бити од 1 мм до 1,2 цм;
- попречни пресјек може бити најразличитији;
- тежина се израчунава у метрима, на пример, један метар може бити 300 грама и 55 килограма, све зависи од дела цеви.

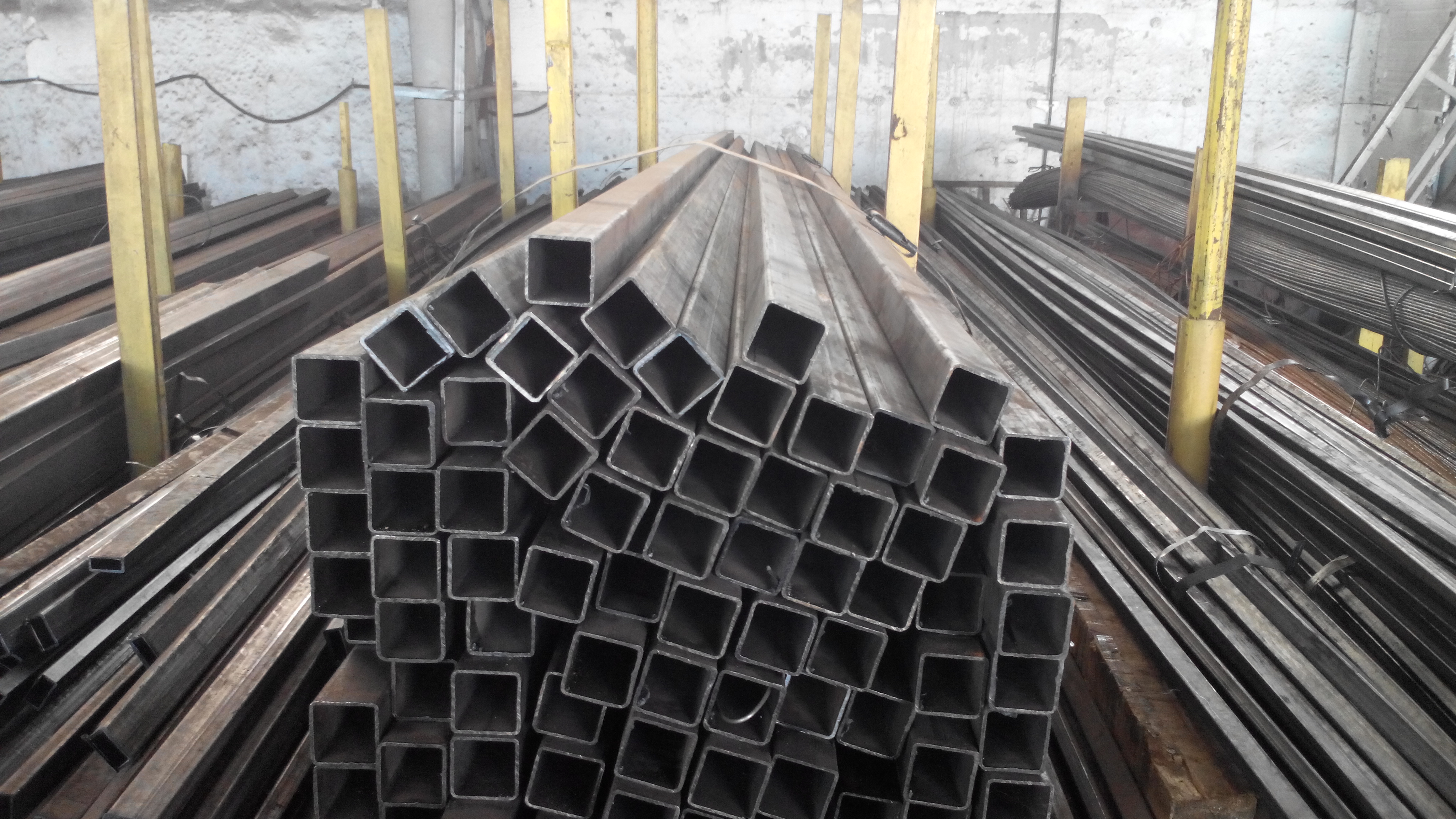
Тако се профилна цев квадратног попречног пресека може направити по ГОСТ-у, што омогућава производњу цеви са спољним ребрима дужине од 1 до 18 цм и дебљине зида од 1 до 6 мм. У овом случају, површина попречног пресека може варирати од 0,343 цм2 до 90 цм2. Тежина може бити од 269 грама на 1 метар и до 70 кг на 1 метар.
Ако је направљена конструкција са овалним попречним пресеком, тада се у производњи таквих производа дозвољава употреба већих и мањих величина. Што се тиче великих величина, њихов пречник може бити од 6 мм до 9 цм, а мањи пречник може бити од 3 мм до 50 мм.Дебљина зидова може бити од 0,5 до 2,5 мм. Са овом производњом дозвољен је и спољашњи пречник од 5 мм и до 11 цм.Ако је цев израђена према овим параметрима, тежина једног метра производа може достићи 4 кг.
ГОСТ прописује димензије и друге параметре цијеви које су најтраженије међу потрошачима. У производњи таквих цеви за једног купца са великим бројем производа, може се расправљати о посебној одредби у ГОСТ-у.
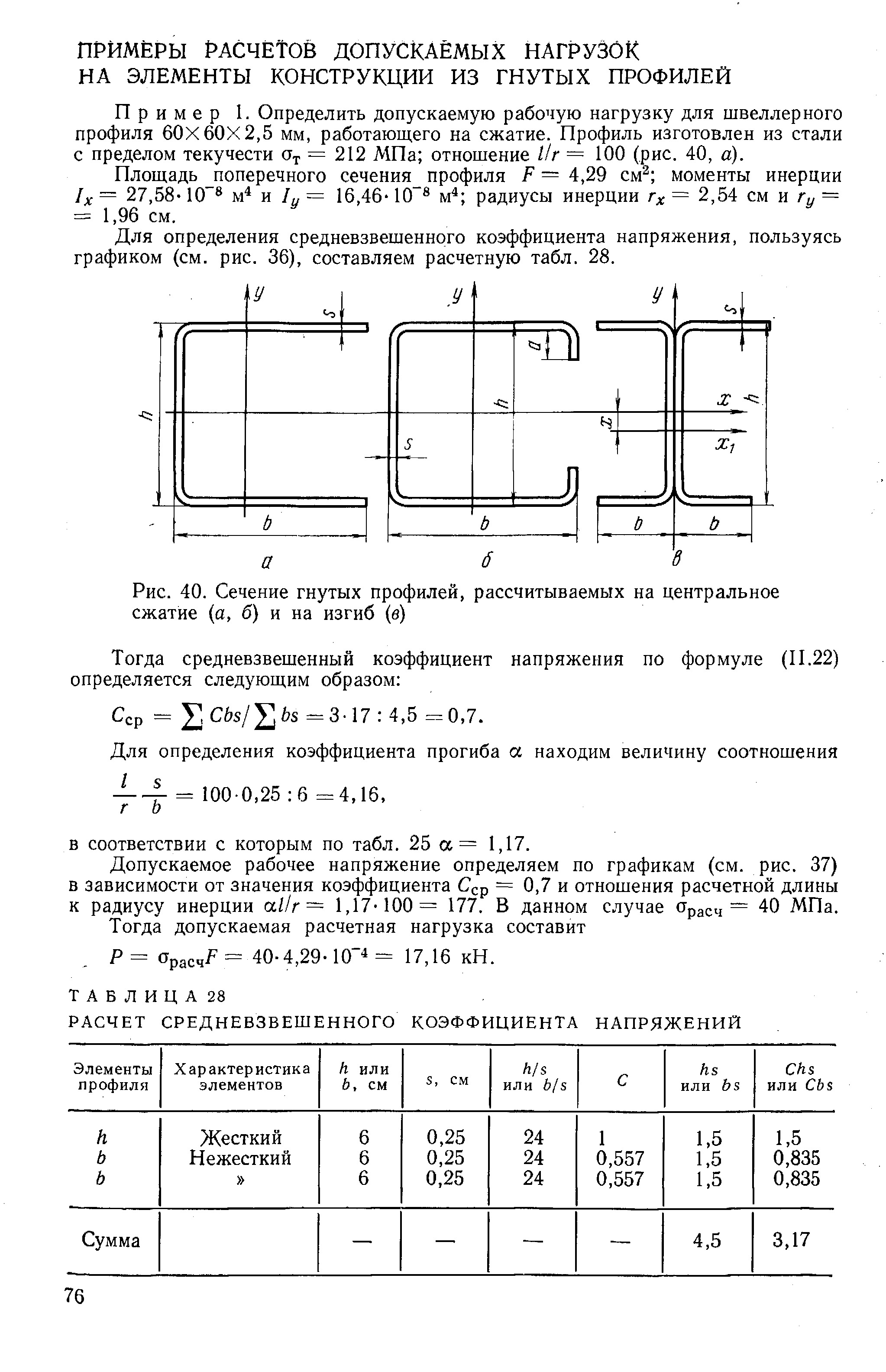
Израчун оптерећења
Приликом избора профилне цеви купац треба да зна колико је важно извршити прорачун параметара и оптерећења потпорних конструкција. Али не знају сви како правилно провести такве прорачуне и купити цијев таквог попречног пресјека тако да су оптерећења прикладна за будућу изградњу. Ако су од цеви изграђене ограде, ограде или стакленици, онда је могуће без израчунавања, али ако се из ових цеви изграде надстрешница, кров, визир итд., Онда је потребно извршити прецизне прорачуне.
Сваки материјал има својства да издржи одређена оптерећења. У овом случају, није изузетак ни челик од којег су цеви направљене са профилним профилом. Ако ће структура бити погођена правилним оптерећењем, онда ће она моћи да издржи, али, нажалост, она ће се савити. Али након уклањања тежине из конструкције, биће враћена у првобитни положај. А ако прекорачите дозвољено оптерећење, онда ће се савити и након што уклоните тежину, остат ће у савијеном положају.

Приликом извршавања прорачуна оптерећења потребно је узети у обзир сљедеће параметре:
- димензије цеви и тип пресека;
- параметри напона конструкције;
- квалитет изворног кода из кога ће се направити цев;
- врсте могућих оптерећења којима се мора одупрети конструкција цијеви.

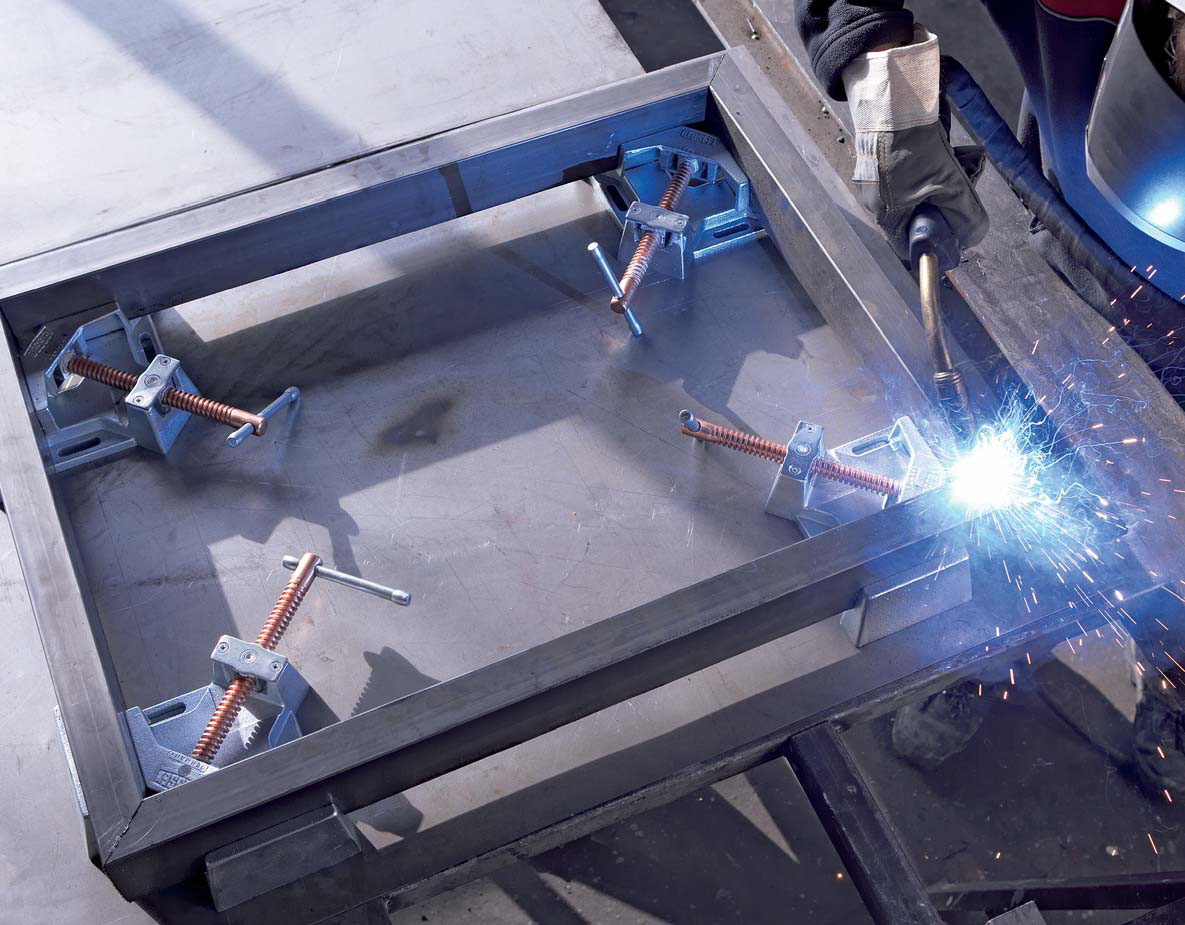
Скупштина
Цеви профила типа креиране су према стандардима које је поставио ГОСТ. То даје могућност употребе материјала као основе потпорних конструкција. Да би се конструкција изградила у кратком времену, специјалисти су развили специјалне причврсне елементе. Може бити као стезаљке, и различите плоче и стеге. У савременој конструкцији најчешће се користе прикључци за ракове. Они могу комбиновати неколико материјала. Могу бити Кс-, Г- и Т-облика. Производе се од поцинкованог челика. Главна предност таквог система за причвршћивање састоји се од две компоненте, које омогућавају да се производи у потпуности обмотају и сигурно учврсте.
Користити и систем стезаљки и спојница за повезивање цеви. Конектори су крижни, троструки и угаони. Крст и мајица могу да повежу неколико цеви, а уз помоћ угла можете савити конструкцију.

Ако постоји неколико типова причвршћивача, не можете користити заваривање, што је веома погодно код пројектовања мале конструкције, на пример, шатора и сличних ситница.
Савети
За израду цијеви, о којима се говори у овом чланку, користите специјалне ваљке. Они могу имати велику снагу, уз помоћ које се деформишу цеви испод успостављеног дела. Ако сами желите да направите цев ове врсте, која неће носити велико оптерећење, на пример, за производњу намештаја или пластеника, онда је довољно купити малу машину која може да направи метални профил. А ако је потребно израдити профилне цеви које ће издржати одређена оптерећења, односно користити их за пројектовање носивих конструкција, тада већ постоји потреба за куповином готових елемената који се производе по специјалној технологији иу фабричким условима.


Производња у фабрици одвија се према сљедећим корацима:
- Постројење прима велике канале од гвожђа, које се режу на траке које одговарају делу цеви која се производи;
- затим, користећи апарат за заваривање, све траке су повезане у једну дугу траку, која је намотана на бубањ;
- затим ставите ову траку у машину која формира траку у цеви кружног попречног пресека;
- након тога се сијалице заварују у једну цијелу округлу цијев;
- затим се заварени елементи хладе и обрађују;
- Након обраде, цеви се постављају у машину која већ формира кружни део са утврђеним пресеком, тј. у цеви квадратног, правоугаоног или овалног попречног пресека.
Стручњаци препоручују коришћење 4 ваљка у производњи цеви у облику квадрата и машину са 2 ваљка у производњи цеви овалног пресека.

Такође, након производње цеви, морају се тестирати на усклађеност са стандардима ГОСТ-а.
Да бисте то урадили, користите ове методе контроле:
- Вортек метода детекције дефеката, која открива магнетну и електричну поузданост.
- Визуелни преглед открива могуће присуство дефеката, жљебова, неправилности и сличних критерија које претходна фаза инспекције не може открити.

По завршетку испитивања, структура се загрева и хлади. Тако се производ подвргава топлотној обради. Ако се врши самоизградња, боље је да се врши високотемпературна обрада помоћу лампе типа ротора. Међутим, боље је да такву цев не правите сами, јер захтева присуство 4 ролне, као и специјализовану машину која обавља радове са високим нивоом буке, што је неприхватљиво за животне услове.
Ако је цев произведена са квадратним делом, производ мора у потпуности задовољити стандарде ГОСТ 8639-82. Ако има правоугаони попречни пресек, онда треба поштовати стандарде ГОСТ-а 8645-68, а ако цев има овални попречни пресек, онда мора бити у складу са ГОСТ 8642-68. Али, након производње, треба га тестирати, јер на тај начин можете бити сигурни у квалитет производа.

У државним стандардима дозвољено је присуство таквих недостатака:
- на врх готовог материјала могу бити мали удубљења, удубљења, шљаке и трагови чишћења;
- Према стандардима, на заваривању су дозвољена мала механичка оштећења, танак слој ваге, остаци металних мрља и трагови након уклањања дефеката.
Након производње и прегледа, крајеви су подешени на једну величину, подрезивање се врши строго под углом од 90 степени.
У случају да се такви делови користе као материјал за померање течности под притиском, потребно је узети елементе који су у стању да издрже могуће падове притиска. Такав критеријум се може израчунати посебно креираном формулом. Да би се израчунао индекс ефекта притиска уз присуство правоугаоног или квадратног пресека, неопходно је користити формуле које су дизајниране за одређени облик пресека.
Такође погледајте видео о томе како производити обликоване цијеви.



















